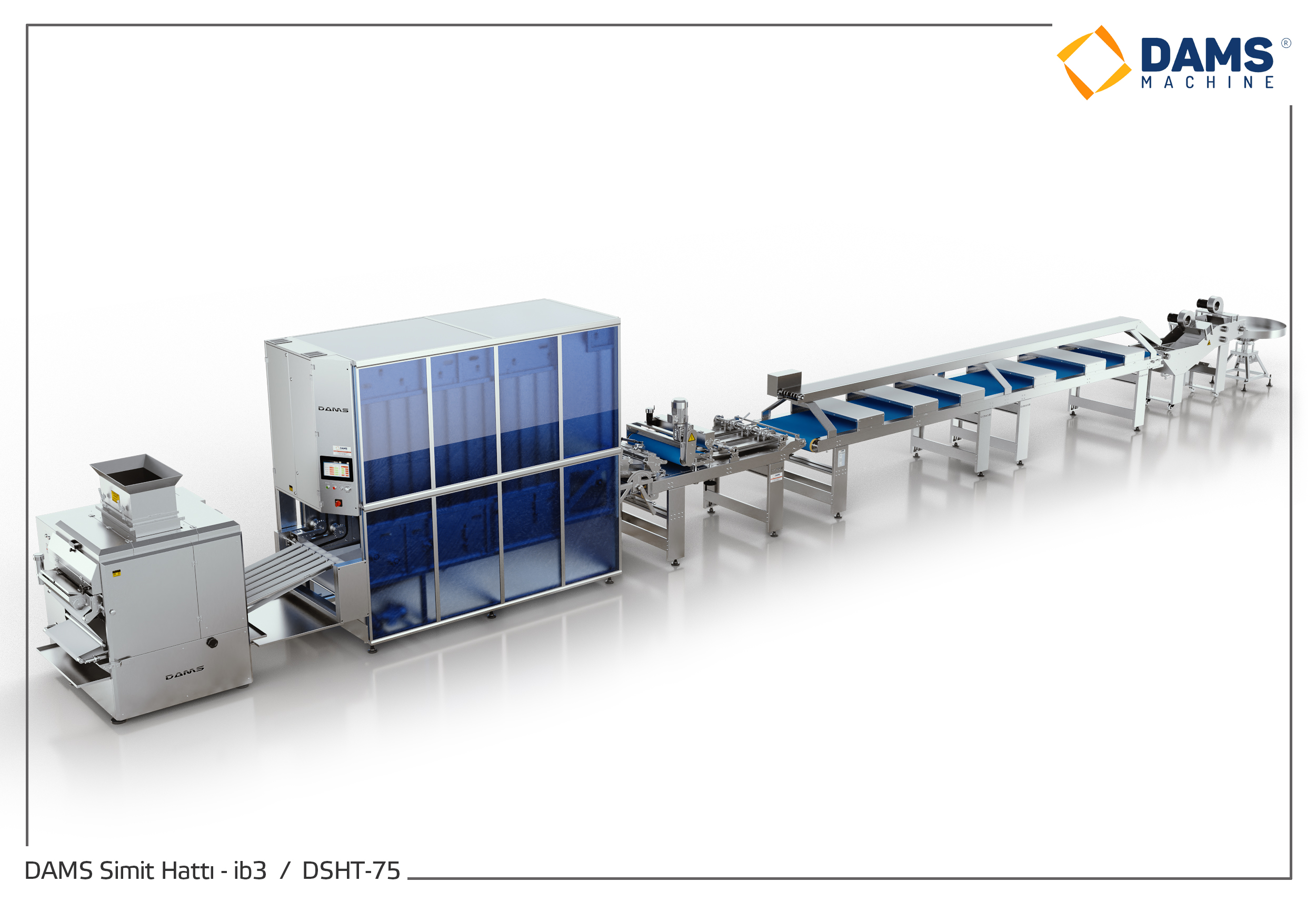
DAMS Simit Hattı - İB3 DSHT-75

| TEKNİK ÖZELLİKLERİ | |||
|
MAKİNA ENİ |
1480 mm |
VOLTAJ |
380V |
|
MAKİNA BOYU |
13360 mm |
AKIM |
32A |
|
MAKİNA YÜKSEKLİĞİ |
2435 mm |
FREKANS |
50 Hertz |
|
MAKİNA AĞIRLIĞI |
4040 Kg |
GÜÇ |
12kW |
GENEL ÖZELLİKLERİ
Ayarları PLC kontrollü dokunmatik ekrandan kolay bir şekilde yapılır.
Mekanik ayarların yapılması basit kullanımı ve öğrenilmesi kolaydır.
Kullanıma ilişkin bilgiler hafızaya kaydedilerek devamlı olarak kullanılabilir.
Günlük temizliği kolaydır.
Özellikle bantlar ve çalışan aksamların sökülmesi, takılması, yerine konulması kolaydır.
Tüm bantların hızları istenilen seviyeye ayarlanabilir.
Meydana gelebilecek elektrik ve elektronik arızaları PLC ekranda resim ve yazı ile ikaz edilir.
Arıza durumunda PLC programa uzaktan erişim ile her türlü müdahale yapılabilir.(Opsiyonel)
KESME BÖLÜMÜ
Dış kasa giydirmesi 304 crom hamurun temas ettiği yüzeyler 304 crom ve crom kaplamadır.
|
Piston Çapı |
Ø45 mm |
Ø48 mm |
Ø 50 mm |
Ø 55 mm |
Ø 60 mm |
Ø 65 mm |
|
Kesme Yuvarlama aralığı |
25-90 gr |
30-115 gr |
40–140gr |
50–160gr |
60–180gr |
70–220gr |
Bu aralıklarda hamurları yuvarlamak için çeşitli dış tamburlar kullanılır. Dış tamburları değiştirmek birkaç dakika içinde kolayca yapılabilir.
|
Tambur No |
Gramaj Aralığı |
|
№ 0 / Özel1 |
25-40gr |
|
№ 0 / Özel |
30-50gr |
|
№ 0 |
40-55gr |
|
№ 1 |
50-75gr |
|
№ 2 |
70-115gr |
|
№ 3 |
115-160gr |
|
№ 4 |
160-220 gr |
Bu gramaj aralıklarındaki hamur kesimi için farklı dış tamburlar kullanılmaktadır.
Ortalama Roll ekmek hamuru ve yuvarlama kapasitesi 1 saatte 11.000 adettir.
Bir saatte Hamburger ve poğaça hamuru azami 11.000 adet, Simit ve Sandviç hamuru ortalama 7500 adet/saattir.
Hamur kesiminde çok az un kullanıldığından hamur yüzeyi unsuzdur.
Temiz bir çalışma ortamı sağlar.
Kesilen hamurlara verilen un miktarı ayarlanabilir.
Hamur kesme işlemi esnasında yağlama sistemi otomatik ayarlanır.
Diğer makinelerden farklı olarak basınçsız kesim sebebi ile hamuru yıpratmaz.
ARA DİNLENDİRME BÖLÜMÜ
Makinemizin bu bölümü ürünlerin kolay şekil verilmesini sağlamak üzere kısa sureli fermantasyonu için kullanılır.
Gramaja göre kesilen ve yuvarlaması yapılan hamurların daha kolay işlenmesini sağlar.
Kesme bölümünden ovalanmış olarak gelen 6 hamur (8 de olabilir) Dinlendirme bölümü çıkışında 3’e (8’li kesimde 4’e) düşürülür.
Makinenin çalışacağı iklim, ortam, kesilecek hamurun gramajı gibi unsurların yanı sıra dinlendirme süresi talebine göre belirlenecek adette hamur taşıma sepettası bulunacak şekilde ara dinlendirme yapılmaktadır.
Her bir tas içinde 6 adet hamur taşıma sepeti bulunur. Sepetler gıdaya uygun, temizlenebilir malzemeden (polimer) imal edilmiştir.
Dinlendirme süresi kesme makinesinin hızına bağlıdır. Dinlendirme süresine göre tas adedi belirlenmektedir. Ortalama süre 5 dakika olarak belirlenmiştir. Daha yüksek süreler için tas adedi arttırılmak suretiyle istenen süreye uygun hale getirilmektedir.
Dinlendirmenin kullanılması düşünülmediği durumlarda dinlendirme Bölümü altında mevcut direkt geçiş bandı kullanılarak kesme bölümünden gelen hamurların direkt geçişi yapılır.
Simit ve Sandviç ürün alınacağı zaman kullanılır.
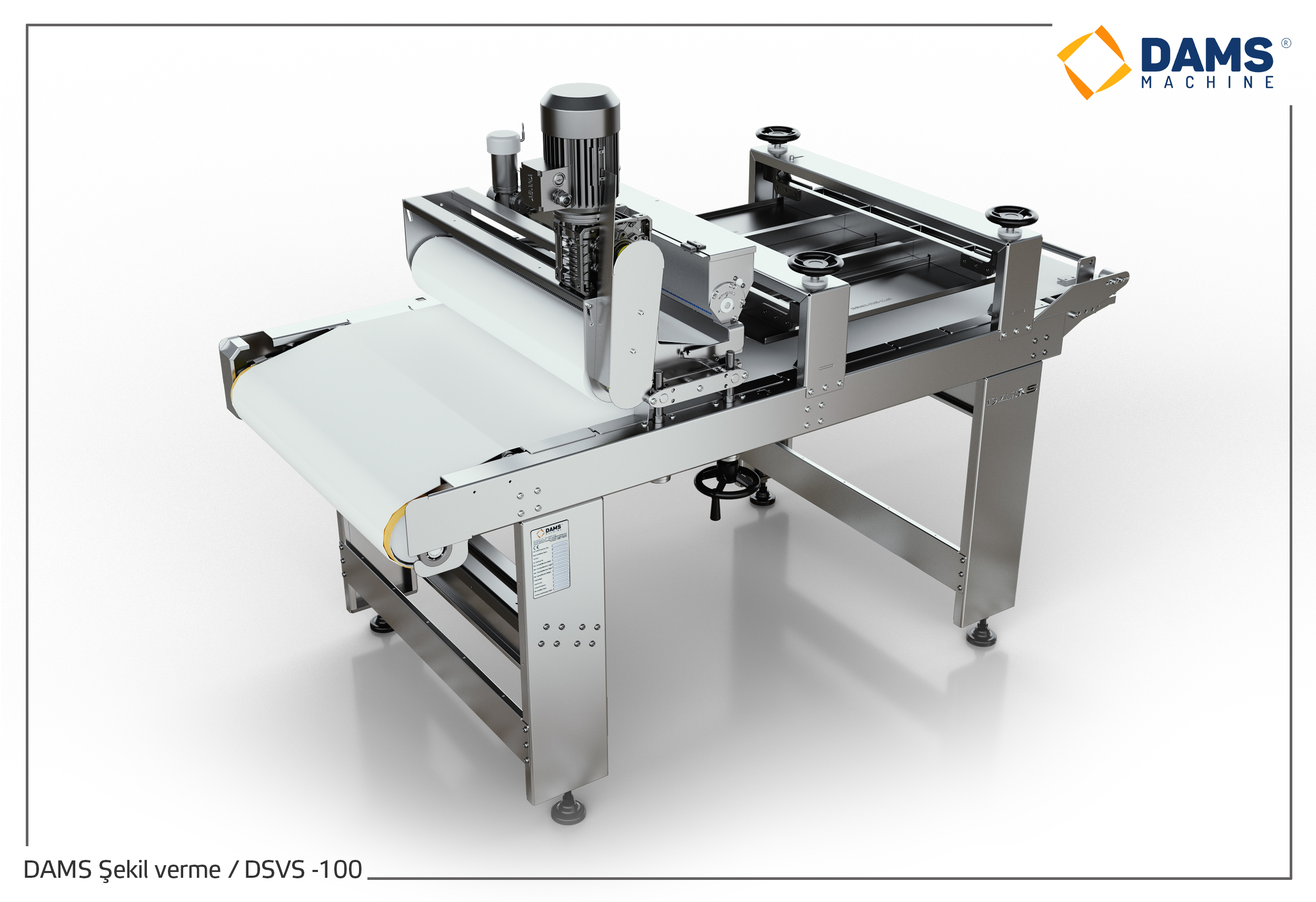
İŞLEME (ŞEKİL VERME) BÖLÜMÜ
Marinamızın bu bölümünde şekil verme, ezme işlemini yapan ezme bandı, şekil verme yastığı ile sıralama ünitesi bulunmaktadır.
Hamura yuvarlak şekil verme ezme bandı ile yapılır.
Sandviç tipi (uzun) ekmek hamurları şekil verme yastığı ile gerçekleştirilir.
Ürün boy ve şekilleri hamur gramajına göre ayarlanması çok kolaydır.
Sandviç şeklindeki hamurlar serme bandına dağınık gitmesin diye sıralamak kısmında Tek sıraya alınır. Ürünlerin tava veya paşaya düzgün dizilimi için serme üzerinde klepe mevcuttur.
Şekil verilen hamurların (3 adet) hepsi aynı anda serme bandına aktarılır.
Makinenin çalışması sensörler yöntemi ile PLC program ile gerçekleştirilmektedir.
Makine imalatında kullanılmakta olan tüm malzemeler gıda yönetmeliklerine uygundur
İŞLEME BANDI
Bu bant, üst üste iki banttan oluşur.
Alttaki bant ihtiyaca göre 2 ile 6 metre arasında imal edilebilir.
Alttaki bant üzerinde çalışma tablaları bulunan boş bir banttır.
Önceki kısımlardan gelen simit ve poğaça hamurlarının el işçilikleri bu tablalar üzerinde yapılır.
Son şeklini alan ürünler üst taşıma bandına konur.
Üst taşıma bandı genellikle simit üretiminde kullanılır.
Bağlama işlemi yapılan simitler bu banda konur ve şerbetleme kısmına taşınır. Şerbetlenen ürünler susam tepsisine düşer.
Her iki bant da beyaz veya mavi pvc olarak imal edilir ve son derece kolaylıkla temizlenebilir. Islak temizleme işlemi yapılabilir.
Bandın tüm şasesi paslanmaz malzemeden imal edilir.
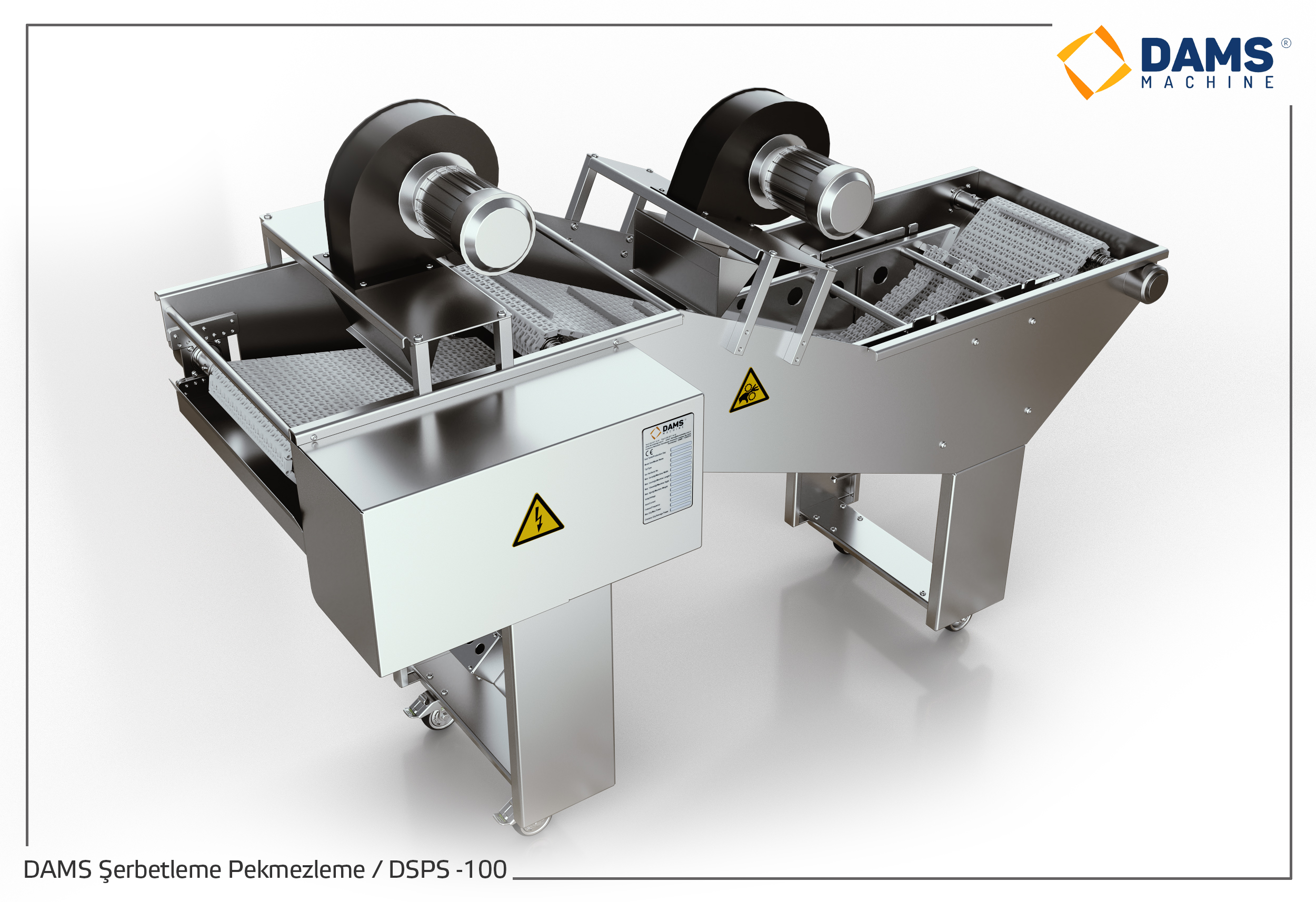
ŞERBETLEME ÜNİTESI
Üst taşıma bandından gelen simitlerin şerbetleme işlemleri bu bölümde yapılır.
Şerbetleme bandında giriş ve çıkış olmak üzere iki adet fan bulunur.
Şerbetlenen simitler bu bant üzerinde bulunan bir adet üfleme fanı ile simidin üst yüzeyindeki fazla şerbet püskürtülür.
Birinci banttan gelen simitler ikinci banda geçerken takla atarlar. Bu bantta ise simidin alt tarafında kalan fazlalık şerbet püskürtülür.
Böylelikle şerbetin minimum miktarda tüketilmesi ve simidin daha güzel bir görünüme kavuşması sağlanır.
Şerbetleme makinesinin bütün rulman ve aksamları paslanmazdır.
Sızdırmazlık keçeleri ile şerbetin makinenin dışına taşması engellenir.
SUSAM TEPSİSİ
Simit üretiminde kullanılan bu ünite komple paslanmaz çelikten imal edilmiştir.
Bir adet ekseni etrafında dönen yuvarlak bir tepsiden ibarettir
Şerbetleme ünitesinden gelen simitler bu tepsinin içerisine düşer ve
Bir personel bu simitleri susam içerisinde harmanlayarak toplar ve tepsilere düzgün bir şekilde sıralar.
Not:Makine üzerinde pnömatik pistonlar bulunduğundan makinenin çalışması için asgari 4 bar Basıncında hava gereklidir. Elektrik için 5*2,5 çoklu kablo çekilmelidir.
Makinada kullanılan otomasyon ürünlerinin zarar görmemesi için elektrikte voltaj Dalgalanmalarını önlemek amacıyla uygun regülatör önerilmektedir.







.png)

